我们精心制作的【泰和】 水下水下切割专业可靠产品视频已经准备就绪,【解锁新品!】【泰和】 水下水下切割专业可靠产品视频,带你穿越新品体验之旅!
以下是:泰和【泰和】 水下水下切割专业可靠的图文介绍
在 水下打捞公司、产业蓬勃发展的今天,盛龙水下堵漏封堵切割打捞焊接作业工程有限公司“以科学的管理模式,雄厚的技术力量,完善的服务体系”对客户永不变的承诺,一定会在新世纪,“锐不可当,扬帆远航”,我们愿与您共同携手,互惠互利,共创辉煌!



水下焊接特点 (1) 水下环境对焊接过程的影响 水下环境使得焊接过程比陆上焊接复杂得多,除焊接技术本身外,还涉及到潜水作业技术等诸多因素。 1) 能见度差 由于水对光线的吸收、反射、及折射等作用,使光线在水中的传播能力显著减弱,只及在大气中的千分之一左右。采用湿法水下焊接或国外通常用的局部干法焊接时, 电弧周围产生气泡的影响,潜水焊工很难看清焊接熔池状态,妨碍了焊接技术的正常发挥。 2) 急冷效应 海水的热传导系数较高,约为空气的 20 倍左右。即使是淡水,其热传导系数也为空气的个几倍。若采用湿法或局部干法水下焊接时,被焊工件直接处在水中,水对焊缝的急冷效应极明显,容易产生高硬度的淬硬组织。只有采用干法焊接时,才能避免急冷效应。 3) 增加了焊缝含氢量 湿法水下焊接时,电弧周围的水被电弧热分解产生大量的氢和氧,使电弧气氛中φ(H) 高达 62 %~ 82 %,则熔池中溶解或吸附大量的氢。致使焊缝金属含氢量达 20 ~ 70mL / 100g 的范围内,高于陆上焊接的数倍 。 高压干法水下焊接时,虽然工件不直接处在水中,但电弧气氛压力高,氢的溶解度大,也比陆上相同焊接方法焊接的焊缝含氢量高 。只有常压干法水下焊接与陆上焊接相似。



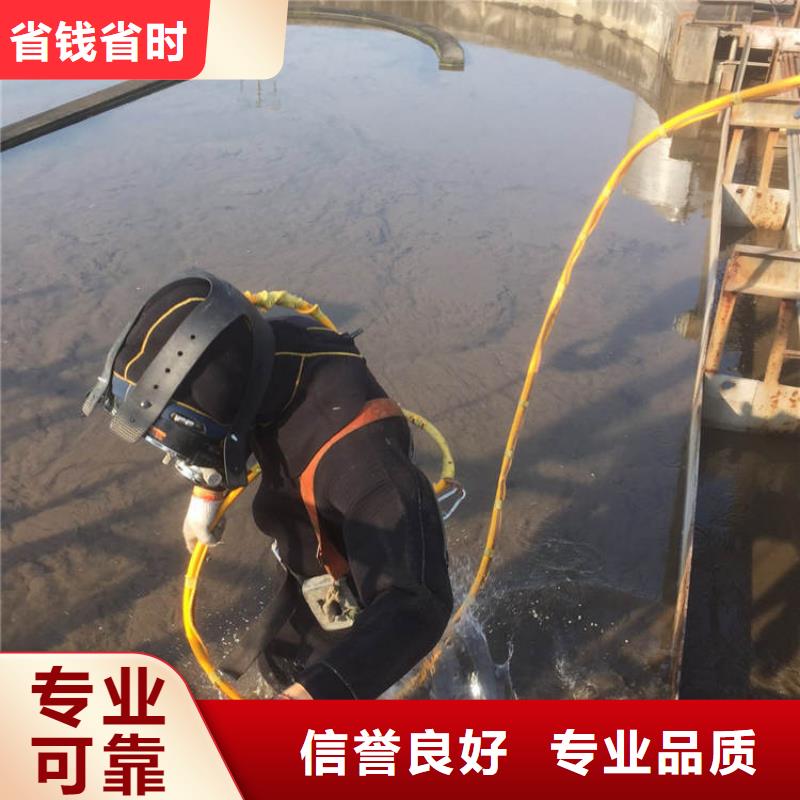
在水下切割工程开始操作前应仔细检查、收拾供气胶管、电缆、设备、工具及号绳等,在任何情况下,都不得使这些配备和焊割成本身处于熔渣溅落和活动的路线上。应当移去操作点周围的障碍物,将自身置于有利的安全位置上,然后同水面人员联络并获得赞同后方可施焊。
水下切割工程设备和电源应具有杰出的绝缘和防水功能,其绝缘电阻值不得小于1MΩ,并且应具有抗盐雾腐蚀、大气腐蚀和抗海水腐蚀功能。
潜水打捞队在水下切割工程时,水下工程切勿背向接地址,即将自己置于工作点与接地址之间。不然,不仅简单产生触电事端,并且简单使潜水配备的金属部件受到电解腐蚀。应当注意,不得把手放在待焊割的工件上,一起又将焊条或电焊把手触及头盔而遭到电击。
无减压水下工程的极限深度是42米,在这个深度多停留5分钟;逾越这个深度和时限,就需求做更凌乱的处置。否则就有罹患减压病的风险。在比42米更浅的当地水下,每个深度都有一个对应的安全停留时间。


当潜水员由于种种原因被绞缠时,应及时向水面详细汇报、冷静处理,严禁自行解脱号绳,如潜水员自己无法解脱可请求援助。水下管道连接优质创造力具体施工工艺为:取水管道浮运到位、准确定位后下沉、水下管位、水下抱箍安装、法兰螺栓紧固。取水管道溜放下水后即用定位船准确定位于管槽轴线水面,然后进行管道充水下沉工作。此时用一台每小时供水量100~200立方米的潜水泵于北向管端堵板注水闸阀处注水,并把南向管端封板处的排气阀门打开,届时,随着注入管道水量,管道由南向一端先下沉至管槽就位,管内空气由南向一端排气阀门,管道由北向一端至南向一端逐步下沉直至整管下沉就位。下沉中务必控制下沉速度,同时各施工人员应相互协调,使管道均匀下沉,使管道受力控制在容许范围内。(huachang888)管段下沉完成,潜水员应检查整条管道的贴泥情况,对局部架空、高起点进行铺填和冲吸泥处理,保证管段贴泥,受力良好。如发现特殊问题,及时与指挥人员联系,研究处理。









 扫一扫
扫一扫